k8凯发(中国)天生赢家·一触即发


某航空电子产品的PCBA混装度高,其上共存有多种封装的无铅的、有铅的BGA器件,工艺复杂,k8凯发BGA组装合格率不足80%,造成很大的浪费。
本文基于鱼骨图分析了BGA组装流程,确定了造成BGA组装合格率低的原因,并采取了针对性的工艺改进措施使BGA组装合格率提升到99%以上。
研究也表明,在无铅BGA获得良好焊点的情况下,同一PCBA上的有铅BGA焊点存在潜在的可靠性风险。
航空电子产品作为高可靠性产品,器件组装一直沿用锡铅焊膏焊接的混装工艺,对有铅、无铅共存的的组装,焊接工艺窗口较小、组装难度大。
另一方面,受制于国内芯片制造和工艺能力,航空电子产品中早期定型的很多所用器件均为进口器件,但因进口器件存在货源不可追溯、停产断档、超期使用等风险,器件本身优劣成为影响组装合格率的重要因素之一。
某航空电子产品中的组件是高密度、有多种不同封装的高混装度的,在长期生产中存在一次组装合格率不足的问题,而检测结果表现,造成组件性能不合格的主要原因是器件焊接质量不良。
为了提高的组装质量,从人、机、料、法、环等各方面组装工艺进行了深入研究,并针对性采取改进措施。
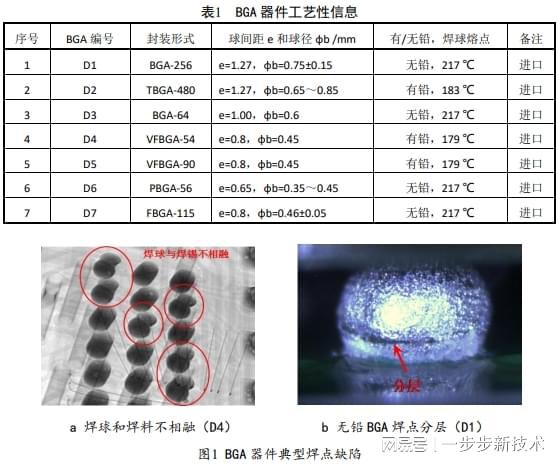
所述低合格率PCBA上的BGA器件共7种,各BGA器件的封装形式、尺寸、焊球材料等性能差异较大,具体见表1。PCB焊盘采用HASL锡铅焊料,BGA器件采用Sn63Pb37共晶焊料混装工艺组装完成后进行性能测试,发现合格率不足80%。对不合格PCBA检测发现,BGA焊接缺陷主要体现在小球径BGA的焊球和焊料不相融、无铅BGA焊点分层等,典型焊点缺陷如图1所示。
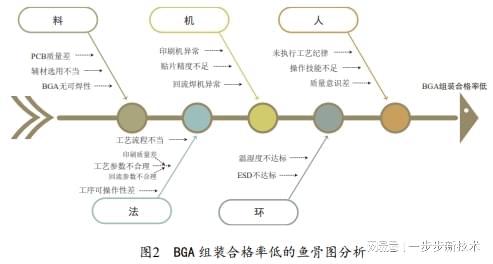
针对PCBA上BGA组装合格率低的问题,基于图1所示BGA焊点缺陷的事实,结合该组件生产的实际条件,采用如图2所示鱼骨图对BGA组装的人、机、料、法、环各生产要素进行全面分析,初步判定导致BGA组装质量问题的可能原因有:
为了验证BGA焊接质量不良原因判定的准确性,拟进行BGA可焊性、焊膏印刷质量控制、回流焊和进行分析等工艺试验,并采取针对性的工艺改进措施。
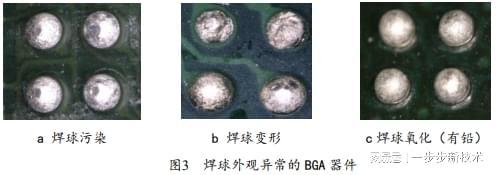
对来料BGA进行质量检测,发现各BGA焊球的外观光学检测形貌不相同,且个别器件有明显的污染、变形、氧化等现象,典型外观缺陷如图3所示。
为进一步确认焊球的可焊性,在光学检测条件下剔除外观质量明显不合格的后,选出外观合格的进行可焊性试验,试验按中方法执行,采用润湿称量法获得焊球的力时间润湿曲线,并按照曲线上的零交时间、从测试开始到时的润湿力数据,依据给出的组标准、组标准来评判焊球的可焊性。焊球的可焊性测试结果如表所示,其中编号的器件典型的无可焊性的力时间润湿曲线如图所示。
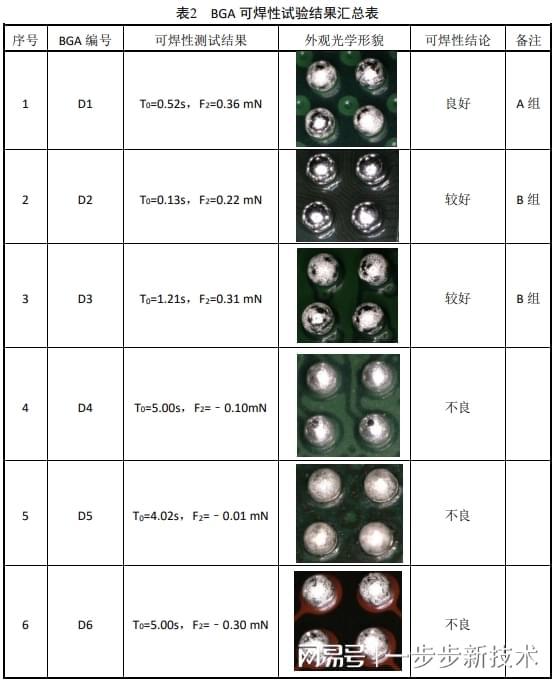
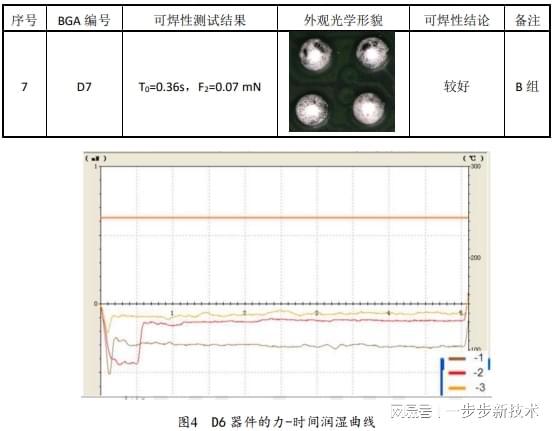
从表的结果可见,编号、、的器件的>、<,因此确定、、编号的无可焊性,不可用于组装,否则会形成图所示的焊球和焊料不相融的焊点缺陷;编号的器件可焊性良好,符合可焊性组标准,焊接工艺窗口较大;编号、、的器件可焊性较好,符合可焊性组标准,但焊接工艺窗口相对小。
D4、D5、D6编号的BGA器件均为小球径的进口器件,存在货源不可追溯、停产断档问题,且库存时间久,这些因素均可能造成BGA焊球可焊性下降,导致BGA直接组装后出现图1.a所示的焊点缺陷。为了恢复D4、D5、D6的可焊性,采取去除BGA原有焊球并重新植球的措施,使BGA可焊性达到组装要求。
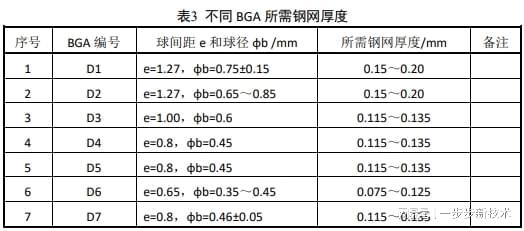
试验PCBA为高混装度组件,其上7种BGA封装尺寸差异较大,各BGA对焊膏需求有差异,基于宽厚比大于1.5和面积比大于0.66参考原则,获得各BGA的最佳钢网厚度,如表3所示。综合考虑钢网对焊膏印刷脱模效果、预制焊膏体积、焊点质量等的影响,确定以0.13 mm厚的钢网进行后续试验。
鉴于D4~D7 编号的BGA为小球径器件,其钢网开孔较小,焊膏印刷质量不易保证,为了提高焊膏印刷质量的稳定性,增加对PCBA焊膏印刷后的SPI检测功能,避免焊膏印刷缺陷。
针对试验制作测温板,测试回流焊曲线。初始回流焊曲线测试结果表明,回流焊接时温度在以上时间仅左右,不足以使无铅获得良好焊点,因而须对初始回流焊曲线进行修正、优化,经迭代试验,获得图所示回流焊曲线,从图可见,有铅的回流焊峰值达到,无铅焊接峰值温度、峰值以上时间约左右,理论上应能获得良好的混装焊点质量。
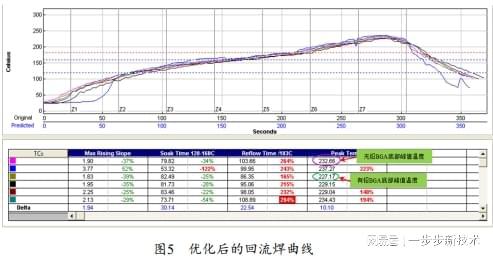
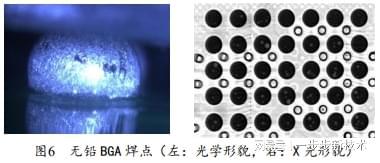
采用图5所示回流曲线组装BGA,并对BGA焊点进行检测,结果如图6所示,从焊点形貌看凯发K8一触即发,无铅BGA焊点坍塌明显、焊点没有分层缺陷、焊点内空洞在合理范围内,焊点X-Ray形貌也均匀一致,因此,初步判定优化后的BGA回流焊曲线可以满足试验PCBA的BGA焊接质量要求。
为从机理上分析BGA焊点可靠性,选取试验PCBA上有代表性的无铅BGA(D1)和有铅BGA(D2)进行金相切片分析。切片获得的金相焊点形貌如图7和图8所示。
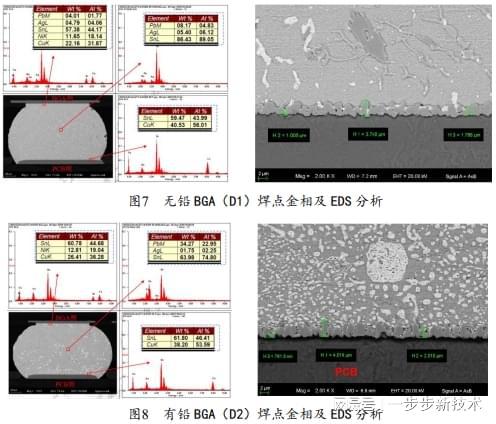
由图可见,无铅焊点焊球坍塌明显,焊膏、焊球充分地融为一体,但焊盘尺寸偏大导致焊点宽高比偏大。从图中无铅焊点的成份可见,焊膏中元素已扩散至焊点中间部位,器件侧的界面也有微量元素存在,说明无铅的混装焊点熔融充分。
同时,从图中无铅焊点在侧的界面成份可见,焊点在侧的界面形成了和的化合物,和两元素的成份比接近化合物;同时,从界面形貌可见,化合物呈扇贝状,k8凯发且化合物的厚度最小值,最大值,处于~的合理厚度范围内。
由图可见,有铅焊盘设计过大,加之回流焊温度高,使焊球过度坍塌、宽高比过大;从图中有铅焊点的界面成份可见,焊点在侧的界面形成了化合物,但从界面形貌可见,化合物层厚度最大值达到了;而侧的器件阻焊膜已嵌入焊点处形成应力集中点,形成了可靠性隐患。
综合金相切片及界面EDS分析结果可见,无铅BGA焊点可靠性良好,而有铅BGA焊点存在可靠性隐患。
采取对无可焊性的BGA重新植球处理、焊膏印刷质量SPI检测控制、回流焊曲线优化等改善措施后,组装10个PCBA进行单板性能测试和随整机的高低温、振动等试验,产品各项性能指标均合格,试验组件的一次组装合格率达到100%,说明试验PCBA原来一次组装合格率低的问题原因定位准确,采取的改善措施有效。
本文对航空电子产品上某合格率低的复杂PCBA上多种BGA混装的焊接工艺进行了改进试验,通过分析原因、工艺试验和验证,获得以下结论:
进口BGA可焊性不良是导致其焊接缺陷的根本原因。组装前对BGA的可焊性进行检测,尤其是可焊性更易出问题的小球径BGA,并对可焊性不良的BGA采取重新植球、或更换合格BGA的措施是保证BGA焊接质量的前提条件。
无铅BGA、有铅BGA共存于同一PCBA上的混装工艺,在确保无铅BGA获得良好焊点的情况下,有铅BGA的焊球会过度坍塌、阻焊膜嵌入焊点内,焊点的长期可靠性存在风险。
通过采取对无可焊性BGA重新植球、增加SPI焊膏印刷质量检测、优化混装BGA回流焊工艺曲线的工艺改进措施后,组件的合格率从80%提升到99%以上,改进措施可行、有效。
Copyright © 2012-2023 凯发公司 版权所有 非商用版本
